Inom industri och hushåll används stålrör mycket utbrett. Det används när du lägger stängd och öppen kommunikation som tillför gaser och vätskor till distributionsstationer. Med stålprodukter skyddar de kraft- och signalkablar i flyg- och bilindustrin.
Stålrör i ett antal områden fungerar som konstruktions- och dekorativa element. I vardagen samlas vattentillförsel och värmesystem från dem. Produkterna har höga fysiska egenskaper, tål betydande driftsbelastningar och tjänar pålitligt under många år.
Stålkvaliteter för produktion
Vid tillverkning av stålrör i industriell produktion används sådana råmaterial som:
- kolstål st 3, st 10-20, st17g1s-u - för allmänt elektriska svetsade universalrör;
- stål 20-10 - för tillverkning av varmvalsade rör utan söm;
- stål 20 - för rörmaterial med kall deformation;
- Korrosionsbeständigt stål 12X18H12T, 12X18H10T, 08X18H10T - för rör efterfrågade inom energi- och kemisk industri.
Låglegerat stål har goda mekaniska egenskaper och ett överkomligt pris. Legering av tillsatser påverkar de fysiska egenskaperna hos stål positivt, förbättrar segheten och ledbarheten, gör materialet mer hållbart och motståndskraftigt vid höga temperaturer och atmosfärisk korrosion.
Kostnaden för legerat stål är dock något högre och rör tillverkade av det värderas alltid något dyrare. Enligt legeringsnivån är stål indelat i tre klasser.

Sömlösa legeringar av stålrör garanterar perfekt integritet av rörledningen, kräver inte noggrant underhållsarbete och minimerar potentiellt läckage
Låglegerat material i kompositionen innehåller högst 2,5% av olika tillsatser. I medellegerade arter varierar denna indikator från 2,5-10%. I mycket legerade kvaliteter är mängden komponenter som förbättrar metallens grundläggande egenskaper från 10 till 50%.
Bildgalleri
Foto från
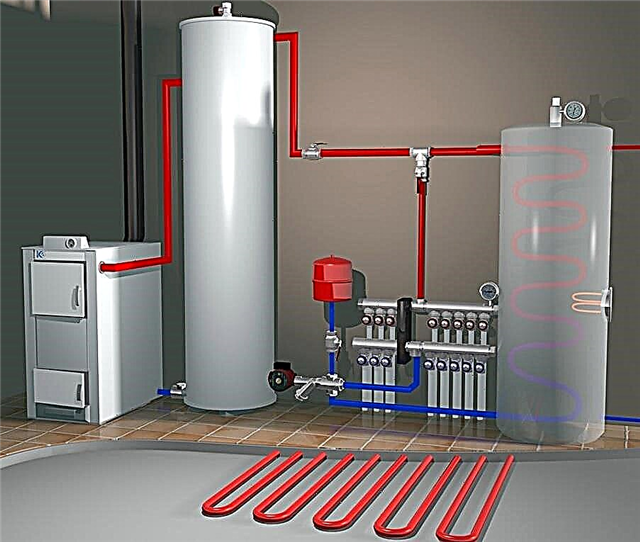
Uppvärmningssystem av stålrör
Vattenledningar från stålrör
Anslutning av rör till metallhöjd
Dricksvattentillförsel från rostfritt stål
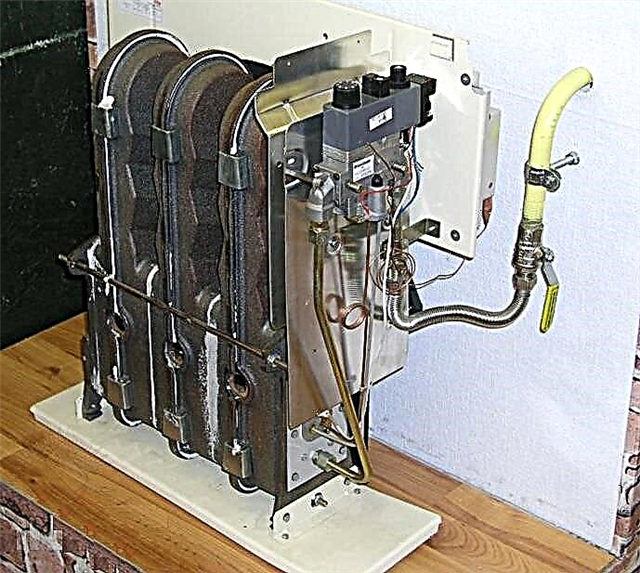
Anslutning av pannan med stålrör
Val av stålrörsfog
Arrangering av knutar med pressbeslag
Rörvalsning erbjuds till salu
Totalt finns det 14 typer av höglegerade stållegeringar med olika egenskaper. De mest populära materialen är sådana som uppvisar god motståndskraft mot olika korrosionsfenomen och som kan arbeta effektivt utan att förstöra strukturen vid extremt höga temperaturer.
Stålrörstillverkning: grundläggande metoder
Stålrör tillverkas på flera sätt.
De vanligaste tillverkningsalternativen är:
- elektriskt svetsat med en rak söm;
- elektrowelded med en spiralsöm;
- varmformad utan söm;
- kall rullade sömlöst.
Valet av lämplig metallbearbetningsmetod beror på kvaliteten på råvaror och utrustning som finns tillgänglig från tillverkaren.
En separat standard reglerar vatten- och gasledningar. Detta beror emellertid inte på att det finns en speciell tillverkningsmetod för detta material, utan endast baserat på användningsområdet.
I själva verket är rör av denna typ en universell elektrisk svetsad produkt med rak söm. Vanligtvis används denna typ i kommunikationssystem med måttligt tryck.
Hur el-svetsade längsgående sömmar?
Rullade in i en tät rulle av stålplåt (remsa) varva ner och skär i längsgående remsor med önskad längd och bredd. De resulterande fragmenten svetsas i en ändlös remsa, vilket säkerställer kontinuitet i produktionen.
Sedan deformeras tejpen i rullarna och ämnet förvandlas till en produkt med cirkulärt tvärsnitt med öppna kanter. Den anslutande sömmen kokas med en bågmetod, induktionsströmmar, plasma-, laser- eller elektronstrålar.

Sömmen på ett stålrör, tillverkat i en inert gasmiljö med en volframelektrod (ett aktivt element i elektrisk bågsvetsning), är ganska stark och hållbar. Bearbetningen tar dock lång tid. Svetsrör med högfrekvent induktionsströmmar är nästan 20 gånger snabbare, och därför är priset för sådana produkter alltid mycket mindre
Efter alla manipulationer kalibreras det runda stålröret i rullarna och delikat icke-förstörande test av svetsens styrka och integritet utförs med ultraljud eller virvelströmmar. Om inga tester hittades under testning skärs arbetsstycket i fragment av den planerade längden och skickas till lagret.
Produktion av elektrowelded spiral sömtyper
Produktionen av stålspiralrör sker enligt samma princip som raka sömrör, endast enklare mekanismer används för tillverkning av produkter. Den största skillnaden är att den skurna stålremsan med hjälp av rullar rullas upp inte med ett rör, utan med en spiral. Detta säkerställer hög precision i alla skeden.

På rör med spiralsöm, i en nödsituation, bildas ingen längsgående spricka, erkänd av experter som den farligaste deformationen av något kommunikationssystem
Spiralsömmen anses vara mer pålitlig och ger röret ökad draghållfasthet. Nackdelarna inkluderar den ökade längden på sömmen, vilket kräver ytterligare kostnader för svetsmaterial och mer tid för sammanfogning.
Produktion av varm deformerade sömlösa produkter
Som ett arbetsstycke för att skapa ett sömlöst (sömlöst) stålrör genom varm deformation, används ett monolitiskt cylindriskt arbetsstycke.
Det värms upp vid hög temperatur i en industriell ugn och drivs genom en piercingpress. Enheten förvandlar produkten till en hylsa (ihålig cylinder), och efterföljande bearbetning med flera rullar ger elementet den önskade väggtjockleken och en lämplig diameter.

Väggtjockleken på rörmaterialet från stål tillverkat genom varm deformation når 75 mm. Rör av denna kvalitet används under svåra driftsförhållanden och i kommunikationssystem, där hållbarhet och tillförlitlighet är huvudprioriteten.
I det sista steget kyls det heta stålröret, skärs i enlighet med de angivna parametrarna och överförs till färdigvarulageret.
Funktioner för produktion av kallformade rör
Det första steget i tillverkningen av sömlösa stålrör genom kall deformation är identisk med den "heta" versionen. Efter svepning genom piercingkvarnen kyls emellertid hylsan omedelbart och alla andra operationer utförs i en kall miljö.
När röret är helt format, glödas det nödvändigtvis, värms först upp till temperaturen för omkristallisation av stål och sedan kyls igen. Efter sådana åtgärder ökar strukturens viskositet, och de inre spänningarna som oundvikligen uppstår under kall deformation lämnar själva metallen.

Av stålrör som produceras genom kall deformation kan ett kommunikationssystem med hög tillförlitlighet läggas där risken för läckage minimeras
På marknaden finns nu sömlösa kallvalsade rör med en väggtjocklek på 0,3 till 24 mm och en diameter av 5 - 250 mm. Deras fördelar inkluderar en hög täthet och förmågan att motstå högt tryck.
Avsnitt och beläggningstyper
Beroende på typen av tvärsnitt är stålrörelement indelade i runda och profil. De runda hör till det universella utseendet, har den bredaste graden i hålet och väggtjockleken. De tillverkas endast i industriella förhållanden av stållegeringar och olika tillsatser som förbättrar materialets fysiska egenskaper.

En praktisk och vacker kapell kan tillverkas av ett polerat stålrör med cirkulärt tvärsnitt, vilket kommer att bevara ett attraktivt utseende under lång tid och skydda ingången mot nederbörd
Applikationsområdet täcker nästan alla industri- och inhemska områden. Runda stålrör med olika diametrar används för att transportera olja och gas, för utrustning för pålitlig isolering av kommunikationssystem av alla komplexitet och storlekar, för att skapa ljusstrukturer och olika element i extern och inre dekor.
Profilrör är en progressiv typ av konstruktionsmetall med en oval, fyrkantig eller rektangulär sektion. Den är tillverkad av låglegering och kolstål, mindre ofta av rostfritt stål, genom kall eller varm deformation av en rät söm rund elektrodsvetsad stav.
Formningen utförs genom att leda delen genom rullarna, som ger den nödvändiga sektionen.

Metallrör av olika slag och ändamål är konstruerade av rör med profiltvärsnitt, slaktkroppar av byggnader, stöd, komplexa gränsytor och spantak. Konstruktionerna tål betydande fysiska, vibrations- och mekaniska belastningar, tjänar pålitligt under många år och är lämpliga för intensiv användning under alla atmosfäriska förhållanden.
Färdiga stålrör kontrolleras med avseende på svetsens integritet och utsätts för ytterligare värmebehandling, vilket gör att du kan ta bort inre mekanisk påfrestning. Skär sedan i enlighet med önskade dimensioner. För att förbättra stålrörens fysikaliska egenskaper appliceras en skyddande beläggning på dem.
Bildgalleri
Foto från
Galvaniserade vatten- och gasrör
Spiralstålrör
Galvaniserade rör för gasnät
Galvaniserad kanalkonstruktion
De mest populära typerna inkluderar:
- zink (kallt eller varmt);
- flerskikts polyeten eller strängsprutad;
- epoxibitumen;
- cement-sand.
Zink skyddar rören från korrosion, polyeten skapar ett tätt, ogenomträngligt skikt på ytan och förhindrar förstöring av metallkonstruktionen, bitumen-epoxi minskar påverkan av strömningsströmmar, och cement-sand skyddar den inre ytan från biologisk nedsmutsning.
Stålrörsstandarder och storlekar
För rör tillverkade av stål finns det särskilda standarder och statliga standarder. Dessa parametrar beskriver metoden för tillverkning av produkten, dess grundläggande dimensioner, tvärsnitt och väggtjocklek. Med fokus på denna information bestäms användningsområdet för en viss del.
Parametrar för svetsningar med rak söm
Produktionen av elektriska svetsade rör med rak söm regleras av GOST 10704-91. Enligt hans information är produktens ytterdiameter 10-1420 millimeter, och väggtjockleken varierar från 1 till 32 millimeter.
Beslagen, som inte överstiger 426 millimeter i diameter, har en uppmätt och omöjlig längd. I speciella fall tillverkas rör med en starkare, förstärkt söm, men för dem finns det en särskild specialstandard - GOST 10706.

Stålsvetsade rör med rak söm - ett mångsidigt material med ett brett spektrum av applikationer. Anständig kvalitet och lågt pris gör deras användning relevant både i storskaliga anläggningar och i vardagen
Rör av denna typ används oftast för att lägga tekniska kommunikationssystem med måttligt tryck och skapa praktiska, praktiska och lätta metallkonstruktioner för olika ändamål.
Förordning för elektriskt svetsade spiralsömledningar
Produktionen av elektriskt svetsade rör med en spiralsöm utförs i enlighet med GOST 8696-74. Ytterdiametern för sådana produkter är 159-2520 millimeter, väggtjockleken sträcker sig från 3,5 till 25 millimeter, och längden är 10-12 meter.

Elektriska svetsade rör med spiralsöm är dyrare än deras längsgående leder. Kostnaderna är emellertid motiverade, särskilt om systemet kräver en perfekt noggrann, perfekt anslutning
Rör tillverkade på detta sätt är mer hållbara och har förmågan att motstå högt tryck. Standarden gör att de kan användas både för hushåll och industri, för att skapa tillförlitliga, lufttäta och driftsstabila kommunikationssystem.
Sömlös produktkrav för heta deformationer
Standarder för sömlösa varmformade rör beskrivs i GOST 8732-78. Väggens tjocklek är 2,5-75 millimeter, och diametern varierar från 20 till 550 millimeter. I längd, både uppmätt och icke-dimensionell, varierar storleken från 4 till 12,5 meter.

Sömlösa rör tillverkade genom varm deformation används praktiskt taget inte i vardagen. Oftast används de för industriella system med ökade krav på tillförlitlighet och täthet.
Rör av denna typ används för att transportera mycket giftiga ämnen för kemisk produktion. Frånvaron av sömmar garanterar omöjlighet för läckage och inträngande av skadliga ämnen i jorden eller atmosfären.
Förmågan att enkelt motstå konstant högt tryck gör sömlösa rör till olje- och gasindustrin.
Standarder för kallformade sömlösa rör
Kallvalsade stålrör tillverkas i enlighet med GOST 8734-75. Armeringens ytterdiameter varierar från 5 till 250 millimeter, och väggtjockleken är 0,3-24 mm. Produkter tillverkas i obestämda längder från 1,5 till 11,5 meter och uppmätta längder från 4,5 till 9 meter.

Tjockväggiga sömlösa kallvalsade stålrör används på samma sätt som varmvalsade. Och tunnväggar används oftast där en kombination av oklanderlig styrka och låg vikt är nödvändig (flygindustri, varvsindustri, etc.)
Sömlösa stålrör skapade genom kall deformation visar hög hållfasthet, driftsstabilitet och tillförlitlighet under hela användningsperioden.
Funktioner och egenskaper hos vatten- och gasprodukter
Gas- och vattenledningar produceras enligt reglerna i GOST 3262-75. I en separat standard isoleras denna typ av metall endast på grund av en smalare omfattning.
Produktens ytterdiameter är 10,2-165 millimeter, och väggtjockleken varierar från 1,8-5,5 millimeter. Storleksintervallet för omätad och uppmätt längd är densamma - från 4 till 12 meter.

Vatten- och gasrör används huvudsakligen för sitt avsedda syfte: för organisering av kommunikationssystem för vatten och gas. Ibland används de för att skapa lätta strukturer eller används i möbelindustrin för tillverkning av eleganta inredningsartiklar
Standarden tillhandahåller produktion av inte bara vanliga utan även galvaniserade vatten- och gasrör.
Installation av stålrörledningar: grundläggande metoder
Processen att montera ett pålitligt, hållbart och väl fungerande kommunikationssystem från stålrör kräver mycket arbetskraft, mycket tid och närvaron av specifika professionella verktyg.
Uppdelningen av materialet i segment med erforderlig längd utförs med hjälp av rörskärare. Anslutningen görs vanligtvis på tre sätt: genom svetsning, gängade och flänsande metoder.
Svetsanslutning
Installation av rör med efterföljande anslutning av alla delar med gas eller annan svetsning anses vara den mest enkla, praktiska och prisvärda installationsmetoden.
Ett system utrustat på detta sätt kännetecknas av en hög täthetsnivå, tål betydande drifts- och vibrationsbelastningar, kräver inte allvarliga underhållsåtgärder och är lätt att reparera i händelse av problem.

Kommunikationssystemet, bildat av stålrör anslutna med svetsning, kommer att pågå i minst 40 år och säkerställa perfekt strukturell integritet som förhindrar vätskor och obehaglig lukt från att sippra genom sömmarna
Om kommunikationen läggs ut under svåra förhållanden eller otillgängliga platser och svetsning är fysiskt omöjligt, används en gängad (montering) eller flänsmetod för att ansluta nödvändiga delar.
Bildgalleri
Foto från
Svetsvatten- och gasstålrör
Montering av värmekretsen genom svetsning
Arbetet med svetsrörmokaren
Modernisering av kommunikationer genom att svetsa linjen
Gängpassning
Med detta alternativ skruvas rören på gängan med beslag av olika typer och ändamål. Detta möjliggör i framtiden att utföra lokala reparationsarbeten och eliminera nedbrytningen på en viss plats utan att ta till att demontera hela kommunikationssystemet.

Anslutningsarmaturer finns i en mängd olika former och konfigurationer. Detta gör det möjligt att med deras hjälp montera ett system av alla komplexiteter med ett stort antal svängar och grenar
Den huvudsakliga fördelen med den gängade metoden för installation av ett värmesystem eller vattentillförsel är dess enkelhet och prisvärdhet. För att skapa den önskade strukturen från stålrör och rördelar krävs ingen specifik utrustning, professionell kunskap eller omfattande erfarenhet av reparationsarbete.
Allt arbete är intuitivt och enkelt att göra även av personer som inte har lämpliga kvalifikationer. Tråden på stålröret kan skäras för hand. Den teknik som vi rekommenderar kommer att bekanta dig med tekniken.
Bildgalleri
Foto från
För att montera stålrörledningar med gängad teknik tillverkas beslag med inre och yttre gängor. I sortiment finns det kopplingar, hörn, tees, fogmuttrar i storlekarna som motsvarar storleken på rörvalsningen
Vid montering av stålrörledningar används två trådtyper. Den ena kallas metrisk, i markeringen indikeras den med mm, den andra är tum, i dess markering tum indikeras
Stålrörsvalsning erbjuds byggare, ägare av hus under uppförande och entreprenörer med färdig gänga och utan gänga. För gängade rör måste beslag med liknande gänga i samma storlek väljas
Det är lättare att hitta kontakter för montering av icke-gängade rör. Tråden för installationen kan skäras med en skruvmejsel direkt vid anläggningen
Skärning vid konstruktions- / reparationsanläggningen utförs med ett elektriskt eller manuellt verktyg med utbytbara kranar och munstycken
Vid tappning används kranar - stavar från en nötningsbeständig legering, som tjänar till att bilda den inre gängan, och gjutformar - anordningar i form av ett uttag som används för skärning av den yttre gängan
För att säkerställa täthet, innan du installerar anslutningen på gängan, se till att linda ett sanitets lin eller ett polymertrådtätningsmedel
Gängbeslag lindas först manuellt, dra därefter åt med en justerbar skiftnyckel tills de stoppar
Typer anslutningar för rörledningar
Metrisk rörtråd
Fabriksskurna stålrör
Gängning på stålrör
Manuell trådformningsverktyg
Uppsättning av VVS med kranar och munstycken
Obligatorisk trådtätning
Åtdragning av stålrörsfogen
Systemkonstruktion med flänsar
Ett annat sätt att ansluta stålrör till ett gemensamt kommunikationskomplex innefattar användning av flänsar av olika former och konfigurationer (kors, hörn, kopplingar etc.). Dessa delar är svetsade i rörens kanter, bultar av en lämplig kaliber sätts in i hålen och muttrar skruvas på dem, vilket gör en tydlig fixering.
Bildgalleri
Foto från
Rörflänsanslutning
Installation av beslag i en stålrörledning
Rörproduktion för flänsanslutning
Axiell belastningsmotstånd
En tätning måste läggas mellan muttern och bulten. För det system som ansvarar för tillförsel av varmt och kallt vatten (max temperatur upp till 100 grader) används packningar gjorda av tjockt (cirka 3 mm) kartong.

Vid flänsning av stålrör är det mycket viktigt att dra åt muttrarna ordentligt utan att orsaka sned i hela strukturen. För att undvika detta problem är det nödvändigt att utföra den slutliga skruven, inte i ordning att bultarna placeras runt omkretsen, utan att fixera muttrarna motsatt varandra
Först fuktas delen med vatten och torkas torr. Impregnerades sedan med uppvärmd torkolja i 25-30 minuter. Efter denna procedur erhåller packningen den önskade strukturen och tjänar under en lång tid även under förhållanden med tung användning.
För kommunikationer som tillför en värmebärare med förhöjd temperatur (upp till 450 grader) och ett bastryck på upp till 5 MPa, används packningsmaterial från paronit. För system som transporterar ånga med ett tryck upp till 0,15 MPa används tjockt (cirka 3-6 mm) asbestskiva med en tät struktur och god flexibilitet för komprimering.
För att asbestpackningen ska hålla längre, är den preliminärt belagd med en grafitförening baserad på naturlig torkolja.

Så att asbestpackningen inte "äter upp" det användbara området inuti röret och inte anligger mot de yttre bultarna, bör dess yttre och innerdiametrar vara 2-3 millimeter mindre än de yttre och inre diametrarna på den använda flänsen
För flänsanslutningens korrekthet placeras huvuden på alla arbetsbultar på ena sidan, och se till att bultarnas ändar sticker ut från muttrarna med högst hälften av bultens diameter.
Skruvning av bultar och muttrar utförs med den vanligaste skiftnyckeln eller justerbar skiftnyckel. Demontera strukturen med samma verktyg och skruva loss muttrarna och bultarna växelvis. Om någon av delarna är rostig och inte kan tas bort hamnar de ut med en hammare.

När du hamrar i rostiga anslutningselement under bulten är det nödvändigt att ersätta ett starkt träfoder för att inte kränka gängens integritet
En packning som skadats under drift skärs ned med en mejsel och en ny del sätts på plats. Under demontering agerar de mycket noggrant och försiktigt så att den del som lämnas utan fästen inte faller på arbetaren och orsakar skada på honom.
Grundläggande instruktioner för arbete med stålrör för nybörjare. Användbara tips och tricks för installation.
Videon visar i detalj hur man svetsar stålrör i olika positioner. Hemligheter och principer för arbetet delas av professionella svetsare.
Olika sätt att ansluta stålrör: intressanta nyanser och rekommendationer för hantverkare.
Genom att veta exakt det sortiment av stålrör som erbjuds på marknaden kan man enkelt välja produktalternativ som är idealiska för att bilda det nödvändiga kommunikationssystemet.
Vill du prata om hur du valde stållegeringsrör för att bygga kommunikation i ditt eget hus / lägenhet? Har du information som är användbar för besökare? Skriv kommentarer i blocket nedan, ställ frågor, skriv foton om artikelns ämne.