Vill du reparera eller byta ut kommunikationer gjorda av polymerrör? Håller med om att det inte är dåligt att spara på mästarens samtal genom att själv montera en ny pipeline. Men du vet inte hur du kan ansluta de enskilda elementen i systemet till varandra och vad som behövs för detta.
I vår artikel beskrivs tekniken för svetsning av polypropylenrör i detalj - varje nybörjare kan också ansluta dem med sina egna händer. Vi kommer att berätta vad du behöver överväga hur du använder en lödkolv för att förena plastelement. Låt mig visa dig i vilka fall andra metoder används.
För att hjälpa nybörjare, valde vi detaljerade videoklipp som visar steg-för-steg-processen för svetsning av polypropylen och fotoillustrationer.
Rör och monteringstillbehör
En av de obestridliga fördelarna med polymerrör är enkel montering.
Installation av element kan göras nästan överallt: läggs öppet på väggar eller placeras dold under golvet.

Om svetsningen av vattenledningar tillverkade av polypropylen utförs korrekt kommer det monterade systemet att fungera regelbundet under flera decennier utan reparation
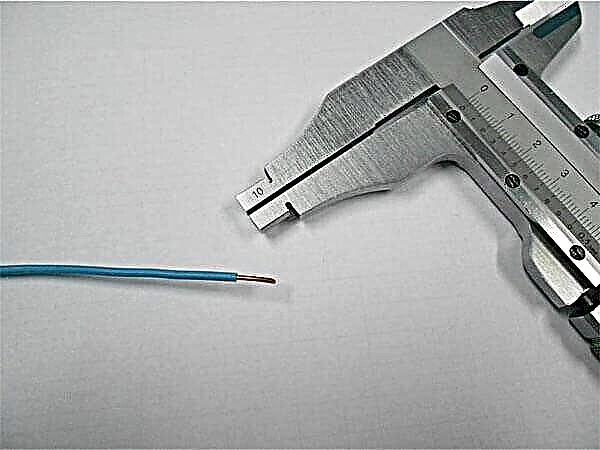
Polymerrör finns i diametrar från 20 till 110 mm. För hushållsändamål är de produkter som oftast används 20/25/32/40 mm i storlek. Användningsfältet bestämmer indikatorn för materialets nominella tryck.
I markeringen indikeras det med bokstäverna "PN":
- PN 10 - Välj utrustning för kallt vatten.
- PN 16 - används för kallt vatten, men med ett högre tryck, liksom i arrangemanget av det "varma golvet" -systemet.
- PN 20 - Produkter, vars enda begränsare är temperaturregimen för vätskor som transporteras genom dem. Den får inte överstiga 75 ° C.
- PN 25 - universella produkter som används för att ordna både "kalla" och "heta" system, vars temperatur når 90 ° С.
På försäljning kan du hitta polymerprodukter utrustade med ytterligare förstärkning.

Armerade produkter används för att lägga i långa sektioner under förhållanden där det är nödvändigt att minska den linjära expansionen som uppstår när temperatursvingningar
Det viktigaste inslaget i polymerrör är omöjligt att böja dem.
Därför utförs alla förändringar i banan på den anlagda motorvägen endast från raka sektioner, sammankopplade med hjälpbeslag:
- går över - för möjligheten att förgrena huvudströmmen;
- tees - strömmultiplikatorer;
- kopplingar - för anslutning av rör i en rak sektion;
- böjer sig - för ändringar i rörledningens riktning.
Beslagen kan utrustas med en inbäddad metalltråd, vilket gör det möjligt att ansluta polymerröret med metallelement.

För att göra sömmarna så starka och täta som möjligt är det viktigt att säkerställa exakt anpassning av diametrarna på de sammanfogade elementen
När du väljer hjälpelement bör två parametrar tas som grund: produkternas inre del och väggernas tjocklek. Dessa parametrar bör motsvara de tekniska egenskaperna för de använda polypropylenrören.
Metoder för sammanfogning av polymerrör
Vid sammanfogning av rör tillverkade av polymermaterial används en av två metoder beroende på installationsförhållandena:
- Lödning - involverar uppvärmning och sammanfogning av elementens smälta ändar.
- Ingen lödning - involverar anslutning av rör genom kompressionsbeslag eller genom implementering av den så kallade "kalla" svetsningen.
Den andra installationsmetoden är bekväm i den meningen att det inte behövs någon specialutrustning för dess implementering. Allt arbete kan göras med ett enkelt verktyg - en krymptangent.
Bildgalleri
Foto från
Enhet för anslutning av PP-rör
Munstycken och spindlar på svetsmaskinen
Arbetet med svetsmaskinen för polymerrör
Anslutning av förberedda plaströr
Ett polypropylenrör med en väggtjocklek på mer än 4 mm och en diameter på mer än 50 mm är anslutet med metoden för rumssvetsning:
Bildgalleri
Foto från
Enheten för rumpsvetsning av ett mjukvarurör
Uppsättning värmeskivor för svetsning
Tvärskärning av ett polymerrör före svets av rumpor
Rörvärme på svetsmaskinen
Anslutningsverktyg
Det huvudsakliga verktyget som används för att ansluta plaströr är ett järn för svetsning. Detta är ett slags lödkolv, drivet av ett 220V-nätverk. Enhetsprincipen för enheten är ganska enkel. Rollen som värmeelementet i järnet utförs av en svetsvärmare, placerad i ett metallhölje.
Den värms upp till en förutbestämd temperatur som är ugnen som värmer munstyckena. Temperaturkontrollen ansvarar för att bibehålla den optimala temperaturen på munstyckena. Följande artikel, som vi rekommenderar att du läser, ägnas åt lödning och typiska misstag som gjorts när du kopplar ihop polypropylenrör.

Järnet är en kompakt och lätt svetsanordning utrustad med säten för att placera en hylsa för rör och dorn för formade produkter
Ingår i strykjärnet är värmemunstycken i standardstorlekar. Genom att värma till en viss temperatur mjukar de propen till en viskositet som säkerställer en tät anslutning av elementen.
Munstycken väljs beroende på diametern på de använda rören:
- Den 20: e storlek - för rör med en diameter av en halv tum;
- 25:e - för produkter med en diameter på 0,75 tum;
- 40:e - för element med ett tvärsnitt på 1,25 tum.
Eftersom kostnaden för en sådan svetsmaskin är ganska hög, och det inte är nödvändigt att använda den så ofta redan, är det meningslöst att köpa utrustning. Det är bättre att hyra ett verktyg för en dag eller två.
För skärning och förberedelse av svetsade sektioner av hög kvalitet är det bäst att använda ett specialverktyg som är utformat för detta ändamål - en rörskärare. Med sin hjälp kan du få ett jämnt, smidigt och vackert snitt.

Rollen för skärelementet i rörskäraren utförs av ett rostfritt stålblad; för enkel användning är verktyget utrustat med ett gummierat handtag
I avsaknad av rörledning kan arbetet utföras med en kvarn eller en bågsåg för metall. Det enda är att fransarna är kvar på skärpunkten efter sådana verktyg. Men det kommer inte att vara svårt att ta bort det genom att ta bort en remsa med sandpapper.
Förutom de grundläggande verktygen för arbetet behöver du också:
- fyrkant;
- byggnadstejp;
- en enkel penna eller markör.
När du planerar att ansluta rör genom kallsvetsning är det nödvändigt att köpa termoaktivt lim tillverkat på basis av polyester eller epoxiharts eller dess termoplastanalog tillverkat på basis av gummi i förväg.
Huvudstadierna i lödningstekniken
De viktigaste förutsättningarna för en framgångsrik installation av ett VVS- eller värmesystem av polymerer är en noggrann beräkning av det erforderliga materialet och välgjord svetsning av elementen.
Steg nr 1 - beräkning av material och komponenter
För att underlätta ditt arbete och därigenom minimera installationsfel, är det första du behöver göra att rita ett diagram över det framtida systemet som anger antalet varv och grenar på det. Vid beräkning av antalet rör bör 25-40 mm som spenderas på "penetration" läggas till varje längd på segmentet.

Priset på polymerprodukter och de formade elementen som är nödvändiga för installationen är låga, och därför är det, om det är felaktiga lödpar, som ofta uppstår i början av driften, förnuftigt att tillhandahålla en liten leverans
Om du ännu inte har varit tvungen att svetsa upp polypropylenrör, rekommenderar erfarna specialister att du till och med köper flera rördelar för förutbildning. Sådana kostnader och priset kommer att komma ut billigt och hjälper till att undvika grova fel under installationen av systemet.
En egenskap hos polypropylenrör är en ökning av koefficienten för linjär expansion under påverkan av höga temperaturer.
Som ett resultat: vid uppvärmning eller ökning av trycket inuti systemet förlängs rören och börjar sjunka med tiden. För att förhindra detta fenomen kommer det att vara nödvändigt att använda kompensatorer när du lägger avsnitt längre än 4-5 meter.

Kompensatorer är "П" -formade anslutningselement som ser ut som inslagna öglor som säkerställer systemets tillförlitlighet under dess drift
Kompensatorer installeras både på horisontella och vertikala sektioner och monterar dem mellan två fasta stöd. Vid behov kan du också köpa kompensatorer av en speciell modifiering, som kan eliminera linjär expansion vid rörets vinklade böjningar.
Vi kommer att ta reda på hur du ordentligt kan svetsa polypropylenrör så att det inte finns några läckor vid fogarna.
Steg 2 - lödning av rörledningselement
I korthet är kärnan i tekniken för svetsning av polypropylenrör att under påverkan av hög temperatur upphetsas ändarna på de sammanfogade elementen och ansluts tätt till varandra.

För att skapa en stark anslutning vid lödning värms själva röret från utsidan, och hjälpelementen som är involverade i dess sammanfogning värms upp från insidan. I figuren är åtgärdenas ordning: 1 - markering; 2 - värma upp önskat antal sekunder; 3 - vi ansluter två segment med varandra; 4 - vi upprätthåller det rekommenderade antalet sekunder före kylning
Innan arbetet påbörjas eliminerar rörstycken till den angivna längden bulor och brister. Om ett skikt med inre eller yttre folier finns i röret måste det först rengöras med en tvärbalk utrustad med väl skärpta och justerade knivar.
När du gör strippning med en tvärsnitt måste röret fördjupas i verktyget tills det stannar.
Gör-det-själv-plastsvetsarbete utförs i följande sekvens:
- Anslut lödjärnet för PP-rören till strömförsörjningen för att värma upp utrustningen till den optimala temperaturen 260-270 ° C.
- Rörsegmenten som ska sammanfogas sätts samtidigt på munstyckena, vilket säkerställer en jämn inlopp. Detta arbete bör göras snabbt och säkert.
- Efter att ha tålat den tid som anges i instruktionerna tills beslag och rörändar smälter, tar de bort elementen från värmemunstyckena.
- Docka de smälta ändarna samman, tryck försiktigt på varandra i 15-20 sekunder.
- Fästade delar lämnas i ett statiskt läge så att sömmen svalnar helt och fogen blir monolitisk.
Du kan bestämma värmningstiden utifrån instruktionerna som medföljer utrustningen eller genom att använda tabellen nedan.

Uppvärmningstiden för att uppnå fullständig polymerisation av de sammanfogade elementen beror på produkternas diameter och tjockleken på deras väggar
Det är omöjligt att försumma kraven på uppvärmningstid som anges i tabellen. Otillräcklig uppvärmning kan inte ge en tillförlitlig anslutning. Överdriven överhettning får polypropen att "läcka" och delarna deformeras.
Som ett resultat bildas utsprång på svetsarnas inre yta, vilket avsevärt minskar rörledningens diameter.

För att kunna styra djupet för inträde av segmenten i värmeelementet och därigenom minska sannolikheten för en defekt är det önskvärt att förbereda skärning vid deras ändar. Legend: 1 - uppvärmning av två segment av en polypropylenrörledning; 2 - snabb borttagning av rör från lödjärnet; 3 - anslutning av två element med varandra; 4 - fogens djup markeras på röret för att göra rätt anslutning
Efter avslutad polymerisation och stelning, vilket tar cirka 20 sekunder, är fogen klar. Med samma teknik lödas alla efterföljande noder till en segerande ände tills värmesystemet eller polypropenvattenledningen är helt monterad.
Temperaturparametrarna för lödning av PP-rör anges i artikeln, som oberoende husmästare definitivt bör bekanta sig med innan arbetet påbörjas.
Snabbfotoguide för svetsning av PP-rör
Följande urval av steg-för-steg-foton hjälper till att visualisera sekvensen av arbetet med att montera en polypropylenrörledning och ansluta dess delar:
Bildgalleri
Foto från
Steg 1: Klipp av rören efter dimensionering
Steg 2: Förbereda svetsmaskinen för arbete
Steg 3: Markera anslutningsavsnitt
Steg 4: Avfettning av fogytorna
Steg 5: Förbereda att ansluta sig till det förstärkta röret
Steg 6: Ta bort rörförstärkningsfolien
Steg 7: Installera delarna som ska svetsas på järnet
Steg 8: Koppla samman svetsar
Typiska installationsfel
De viktigaste misstag som nybörjare gör när de arbetar med polymerprodukter:
- Uppvärmningsdelar. Vid uppvärmningstillfället bör delarna placeras i det jämnaste läget. Den minsta förskjutningen kan påverka driftsparametrarna för hela VVS-systemet negativt.
- Dockpolymeriserade ändar. När man trycker på de smälta ändarna på elementen är det omöjligt att rotera delarna runt dess axel. Detta kan leda till att sömmen inte är tillräckligt stark.
- Justering Justering. Vid sammanfogning av elementen tillåts endast en liten justering av deras inriktning, varvid proceduren är högst 1-2 sekunder.
En annan viktig punkt: vid lödning av beslag med armaturer är det nödvändigt att ta hänsyn till placeringen av ventilerna, vilket ger dem ett fritt fullslag.

Uppvärmd polypropylen kyls så snabbt att det är säkert att leverera vatten till systemet på en timme från installationstillfället
Om det efter att ha kopplats till elementen som någon form av sömnads tvivel uppstår, är det bättre att klippa fogen och göra om den igen.
Eliminering av defekter utförs bäst vid konstruktionsstadiet för konstruktionen, eftersom det är mycket mer problematiskt att ersätta en läckande fog i ett löpande system.
Montering av element utan lödning
Användningen av kompressionsbeslag och moderna lim gör det möjligt att utföra installationen av polypropylenrör effektivt, snabbt och med minimal materialinvestering.
Alternativ 1 - installera en kompressionsarmatur
För att implementera den här anslutningsmetoden måste du köpa kompressionsbeslag och använda en krympnyckel.

Kompressionsbeslag är utrustade med tätande klämringar som fungerar som spjäll vid chockimpulsbelastningar (till skillnad från enkla kopplingsmuttrar)
Installation av kompressionsarmatur inkluderar tre huvudsteg:
- En blå mutter sätts på änden av röret avskuren i vinklar och avgrävt. Vid placering av en vit crimpring är det nödvändigt att ge den ett läge där den förtjockade delen riktas mot rörets svans.
- Röret sätts in i beslaget tills det stannar, tryck klämringen maximalt.
- Dra åt den blå mutteren, "agna" den först för hand och förstärk sedan med en nyckel.
Montering av kompressionsbeslag kräver inte speciell kunskap och färdigheter. Produkter levereras redo för installation för försäljning. Deras installation kan utföras under alla temperaturförhållanden.
Alternativ # 2 - limelement
Limmetoden används för att montera ett vattenförsörjningssystem, längs vilket det planeras att transportera bara kallt vatten. För att använda metoden för "kall" svetsning måste du använda den "aggressiva" limkompositionen typ LN-915.

Limet kan lösa upp de sammanfogade delarnas ytor med en tredjedel, vilket skapar förutsättningar för kalldiffusionssvetsning
För att skydda huden på händerna från oavsiktligt inträngande av kompositionen och ”korrodering” av dess aktiva komponenter utförs limningsförfaranden bäst med skyddshandskar.
Handlingsföljden vid limning av produkter:
- Kontrollera korrespondensen mellan de snittade vinklarna på de sammanfogade sektionerna och markera platserna för limning med en penna.
- Ändarna på rören som ska sammanfogas rengörs och avfettas.
- Ett vidhäftande skikt appliceras på rörens ändar och ytorna på beslag på beslag i ett jämnt lager.
- Rörsnitt skärs in i hålen på armaturen, med fokus på märkena i penna. Strukturen hålls i ett fast läge i tre minuter, varefter överskottets sammansättning avlägsnas med en servett.
- De kombinerade elementen läggs ut på en plan yta och lämnas i 5-6 timmar tills de är helt torra.
Kör vatten för att kontrollera kvaliteten på limningen är möjlig endast en dag efter installationen.
Vid implementering av denna teknik för installation av PP-rör är det viktigt att beakta två grundförhållanden: temperatur och luftfuktighet. Allt arbete måste utföras vid en lufttemperatur på +5, +35 ° C. Vid limning i varmt väder bör arbetet utföras så snabbt som möjligt så att limet inte har tid att torka innan installationen är klar.
Du kan lära dig mer komplicerade processer för lödning och limning av rör från följande videor:
Video nr 1. Så lödar du rör:
Video nr 2. Vattenförsörjningsenhet utan lödning:
Arbetet med självjusterande polypropylenrör, även för en nybörjare, bör inte orsaka speciella svårigheter. Det är bara nödvändigt att tydligt och samvetsgrant följa alla tekniska standarder. Och sedan kommer rörledningen som monteras av dig själv att behaga dig med problemfri drift.
Skriv kommentarer i blocket nedan. Ställ frågor om kontroversiella frågor, dela information som kan vara användbar för webbplatsbesökare. Lämna inlägg med din egen åsikt, skriv foton om artikelns ämne.